

Projet Iwwersiicht
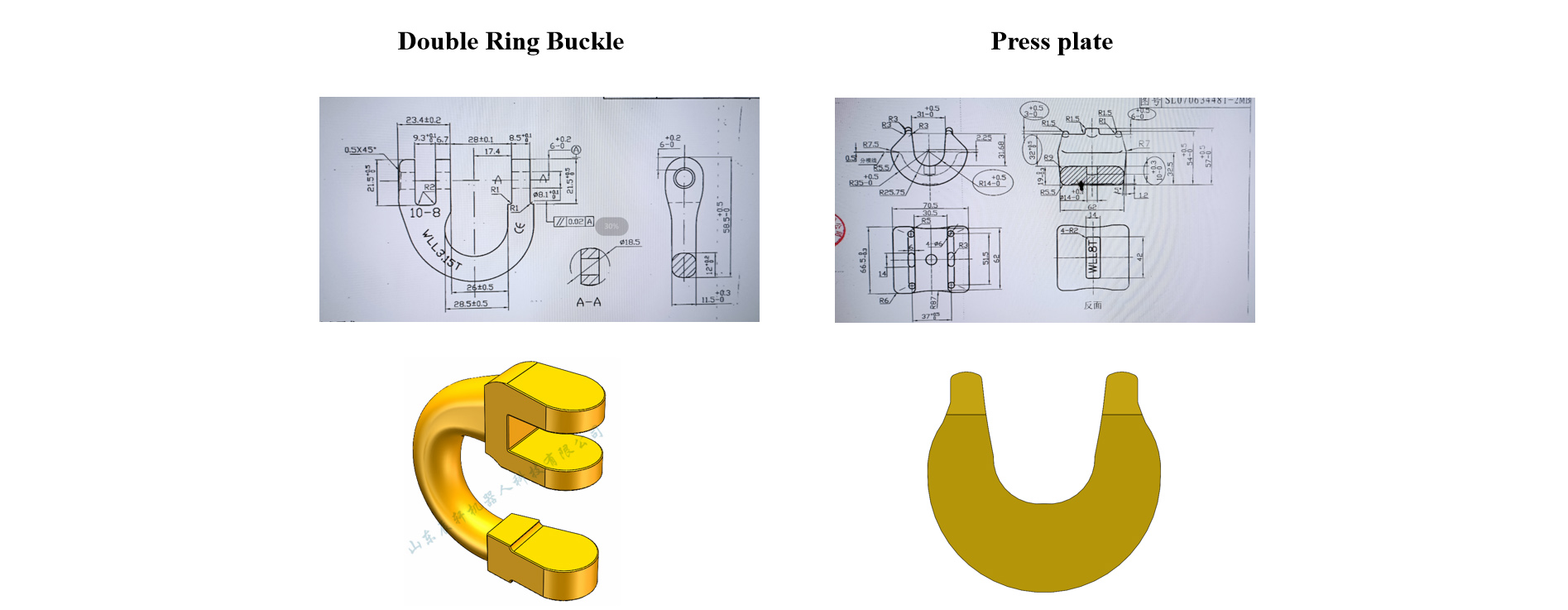
Zeechnunge vum Werkstéck: Ënnerworf vun de CAD-Zeechnunge vun der Partei A Technesch Ufuerderungen: Beluedung vum Silo-Späicherquantitéit ≥Produktiounskapazitéit an enger Stonn
| Aarbechtsstécktyp | Spezifikatioun | Bearbechtungszäit | Späicherquantitéit/Stonn | Zuel vun den Drot | Ufuerderung |
| SL-344 Pressplack | 1T/2T/3T | 15 | 240 | 1 | Kompatibel |
| 5T/8T | 20 | 180 | 1 | Kompatibel | |
| SL-74 Duebelringschnalle | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
Zeechnung vum Werkstéck, 3D-Modell
Schema-Layout
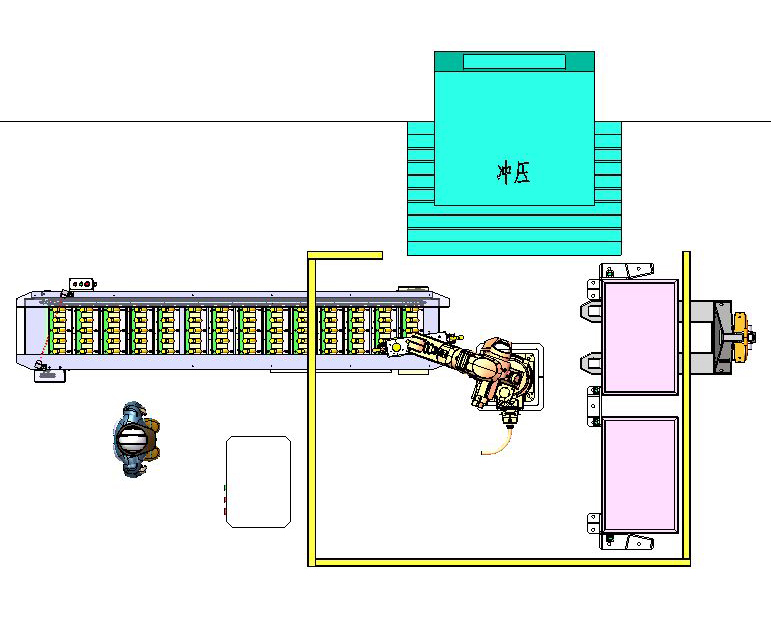
Beschreiwung: Déi detailléiert Dimensioune vun der Landbesetzung mussen dem Design ofhänken.
Ausrüstungslëscht
Kuerf fir temporär Lagerung vu Trennwännplacken
| Serienummer | Numm | Modell Nr. | Quantitéit. | Bemierkungen |
| 1 | Roboter | XB25 | 1 | Chenxuan (inklusiv Karosserie, Steierschrank an Demonstratiounsmaschinn) |
| 2 | Roboterzang | Personnalisatioun | 1 | Chenxuan |
| 3 | Roboterbasis | Personnalisatioun | 1 | Chenxuan |
| 4 | Elektrescht Kontrollsystem | Personnalisatioun | 1 | Chenxuan |
| 5 | Luede-Fërderband | Personnalisatioun | 1 | Chenxuan |
| 6 | Sécherheetszaun | Personnalisatioun | 1 | Chenxuan |
| 7 | Apparat fir d'Positionéierung vum Materialrahmen z'erkennen | Personnalisatioun | 2 | Chenxuan |
| 8 | Ofdeckungsrahmen | / | 2 | Virbereet vun der Partei A |
Beschreiwung: D'Tabell weist d'Konfiguratiounslëscht vun enger individueller Aarbechtsstatioun.
Technesch Beschreiwung
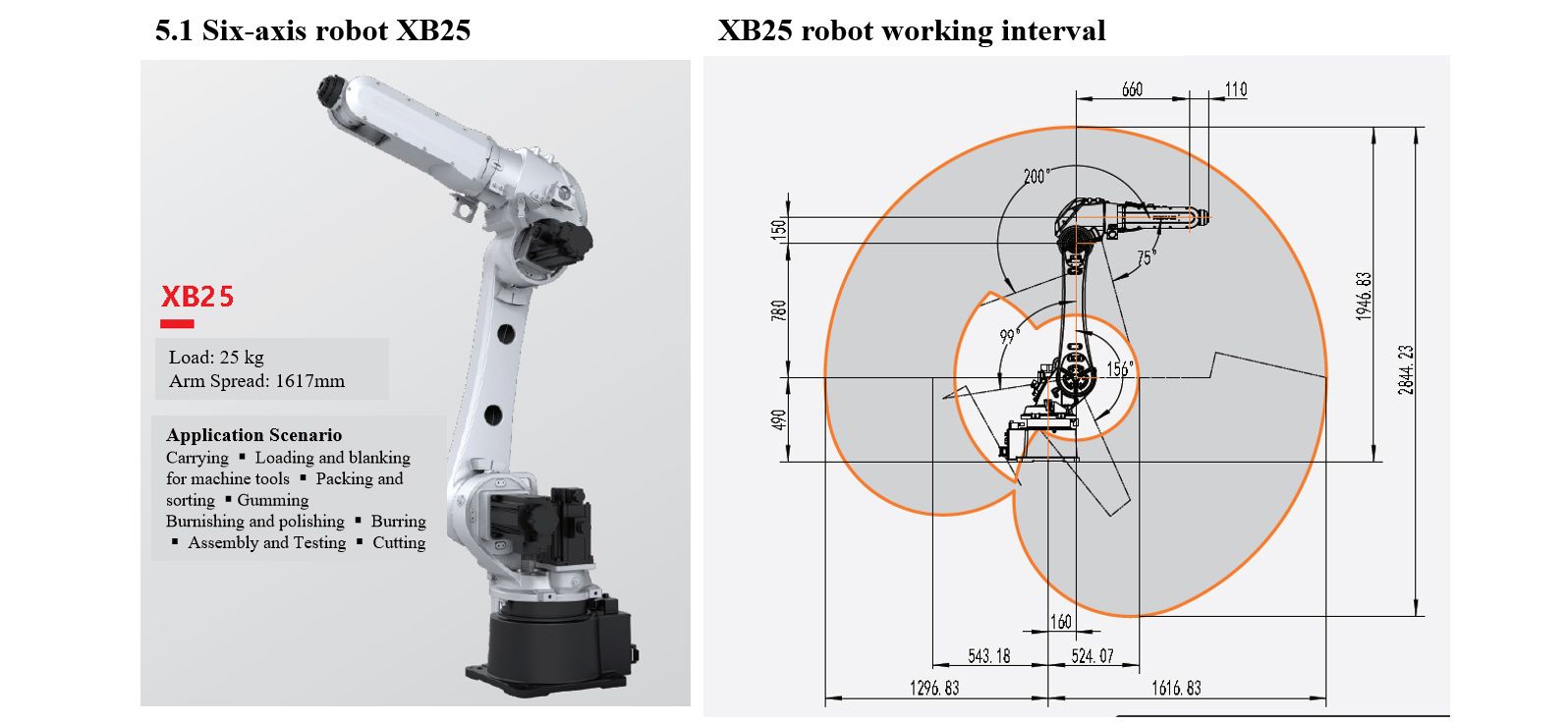
Sechsachsroboter XB25
Roboter XB25 als grundlegende Parameter
| Modell Nr. | Grad vun der Fräiheet | Handgelenkbelaaschtung | Maximalen Aarbechtsradius | ||||||||
| XB25 | 6 | 25 kg | 1617mm | ||||||||
| Widderholl Positionéierungsgenauegkeet | Kierpermass | Schutzgrad | Installatiounsmodus | ||||||||
| ± 0,05 mm | Ongeféier 252 kg | IP65 (Handgelenk IP67) | Buedem, suspendéiert | ||||||||
| Integréiert Loftquell | Integréiert Signalquell | Nennleistung vum Transformator | Iwwereneestëmmte Controller | ||||||||
| 2-φ8 Loftleitung (8 bar, Magnetventil als Optioun) | 24-Kanal Signal (30V, 0,5A) | 9,5 kVA | XBC3E | ||||||||
| Bewegungsradius | Maximal Geschwindegkeet | ||||||||||
| Schacht 1 | Schacht 2 | Schacht 3 | Schacht 4 | Schacht 5 | Schacht 6 | Schacht 1 | Schacht 2 | Schacht 3 | Schacht 4 | Schacht 5 | Schacht 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/S | 186°/S | 183°/S | 492°/S | 450°/S | 705°/S |
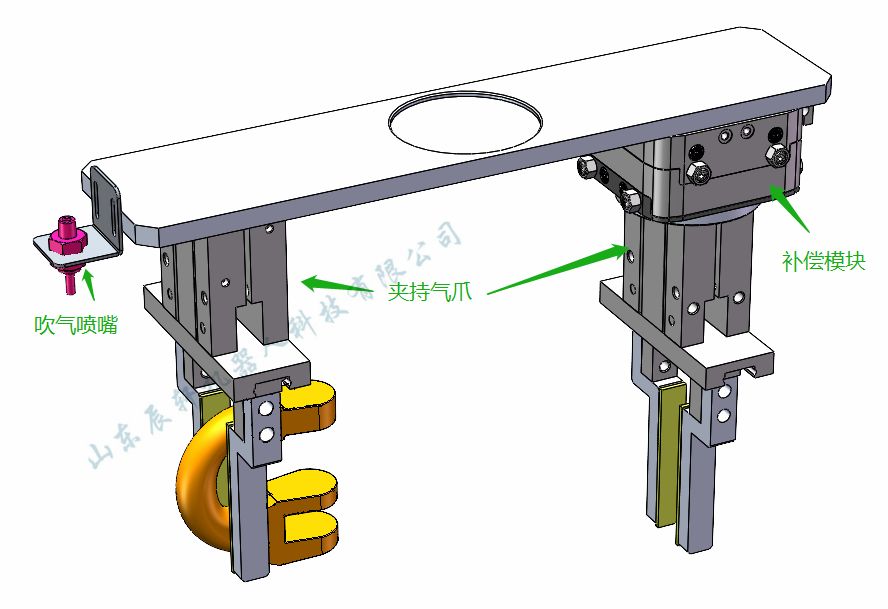
Roboterzang
1. Duebelstatiounsdesign, integréiert Lueden a Blanking, fäeg eng séier Noluedoperatioun ze realiséieren;
2. Nëmme gëeegent fir Werkstécker mat spezifizéierter Spezifikatioun ze spannen, an d'Zang ass nëmme kompatibel mat der Spannen vun ähnlechen Werkstécker bannent engem bestëmmte Beräich;
3. D'Ausschaltung garantéiert, datt de Produit net an enger kuerzer Zäit eroffält, wat sécher a verlässlech ass;
4. Eng Grupp vu pneumateschen Héichgeschwindegkeetsdüsen kann d'Loftblosfunktioun am Bearbeitungszentrum erfëllen;
5. Fir d'Spannfanger solle mëll Polyurethanmaterialien benotzt ginn, fir d'Aknehmung vum Werkstéck ze vermeiden;
6. De Kompensatiounsmodul kann automatesch d'Positionéierung vum Werkstéck oder d'Feeler vun der Befestigung an d'Variatioun vun der Werkstécktoleranz kompenséieren.
7. D'Diagramm ass nëmme fir Referenz, an d'Detailer hänken vum aktuellen Design of.
| Technesch Donnéeën* | |
| Bestellungsnummer | XYR1063 |
| Fir Flanschen no EN ISO 9409-1 ze verbannen | TK 63 |
| Empfohlene Laascht [kg]** | 7 |
| X/Y-Achs-Beweegung +/- (mm) | 3 |
| Zentrum Retention Force (N) | 300 |
| Net-zentrale Retentiounskraaft [N] | 100 |
| Maximalen Betribsloftdrock [bar] | 8 |
| Minimal Betribstemperatur [°C] | 5 |
| Maximal Betribstemperatur [°C] | +80 |
| Loftvolumen pro Zyklus verbraucht [cm3] | 6.5 |
| Trägheetsmoment [kg/cm2] | 38,8 |
| Gewiicht [kg] | 2 |
| *All Donnéeë gi bei engem Loftdrock vu 6 bar gemooss **Wann an der Mëtt zesummegebaut |
Kompensatiounsmodul

De Kompensatiounsmodul kann d'Positionéierung vum Werkstéck oder d'Feeler vun der Befestigungsvorrichtung an d'Variatioun vun der Werkstécktoleranz automatesch kompenséieren.
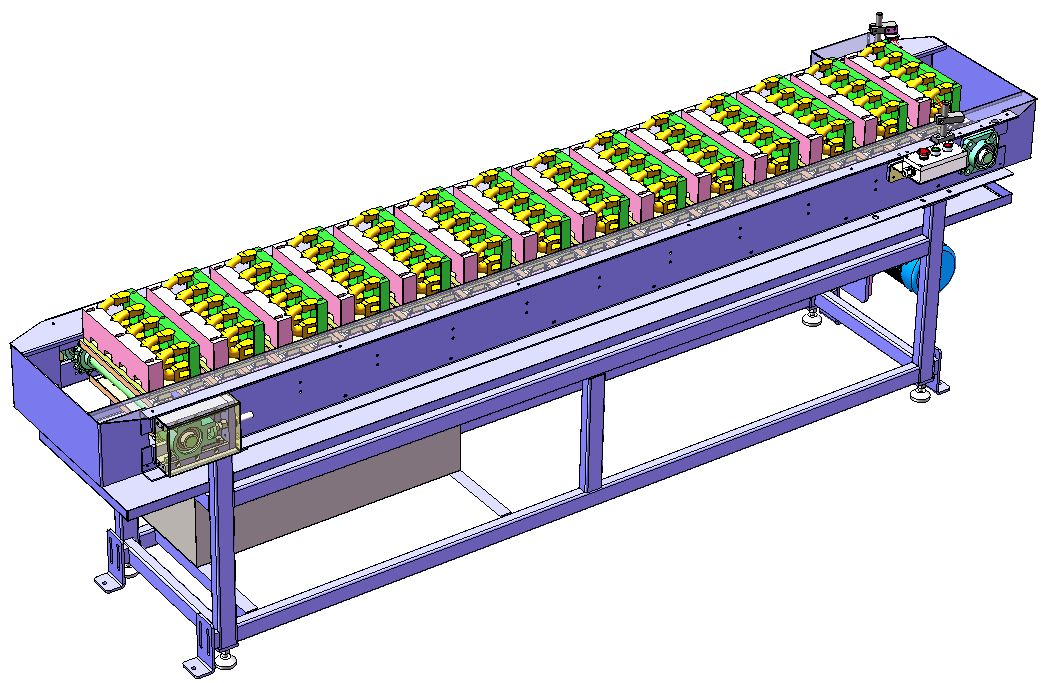
Luede- a Transportlinn
1. D'Luede- an d'Fërderlinn benotzt eng Ketten-Eenschicht-Fërderstruktur, mat grousser Späicherkapazitéit, einfacher manueller Operatioun an héijer Käschteleistung;
2. Déi geplangte Quantitéit vun de placéierte Produkter soll der Produktiounskapazitéit vun enger Stonn entspriechen. Ënner der Bedingung vun enger reegelméisseger manueller Zouführung all 60 Minutten kann de Betrib ouni Ausschaltung realiséiert ginn;
3. De Materialschacht ass fehlersécher, fir d'manuell bequem Entleerung ze erliichteren, an d'Silo-Tools fir Werkstécker mat verschiddene Spezifikatioune solle manuell agestallt ginn;
4. Fir den Zoufütterschacht vum Silo gi ueleg- a waasserbeständeg, reibungsbeständeg a staark Materialien ausgewielt, an eng manuell Upassung ass néideg bei der Produktioun vu verschiddene Produkter;
5. D'Diagramm ass nëmme fir Referenz, an d'Detailer hänken vum aktuellen Design of.
Elektrescht Kontrollsystem
1. Inklusiv Systemsteierung a Signalkommunikatioun tëscht Ausrüstung, dorënner Sensoren, Kabelen, Kabelkanäl, Schalter, etc.;
2. Den automateschen Apparat ass mat enger dräifaarweger Alarmluucht ausgestatt. Am normalen Betrib weist déi dräifaarweg Luucht gréng un; a wann den Apparat ausfällt, weist déi dräifaarweg Luucht rechtzäiteg e rouden Alarm un;
3. Et gi Noutstoppknäppercher um Steierschrank an an der Demonstratiounskëscht vum Roboter. Am Noutfall kann den Noutstoppknäppchen gedréckt ginn, fir den Noutstopp vum System auszeléisen an gläichzäiteg en Alarmsignal ze schécken;
4. Iwwer den Demonstrateur kënne mir vill verschidden Aarte vun Applikatiounsprogrammer zesummestellen, déi d'Ufuerderunge vun der Produkterneierung an dem Derbäisetzen vun neie Produkter erfëllen;
5. All Noutstoppsignaler vum ganze Kontrollsystem an d'Sécherheetssperrsignaler tëscht der Veraarbechtungsausrüstung an de Roboter sinn mam Sécherheetssystem verbonnen an d'Verriegelungssteierung gëtt iwwer de Kontrollprogramm duerchgefouert;
6. De Kontrollsystem realiséiert d'Signalverbindung tëscht den Operatiounsausrüstungen wéi Roboter, Ladesiloen, Zangen a Bearbechtungsmaschinnen;
7. D'Maschinnsystem muss en Signalaustausch mam Robotersystem realiséieren.
Veraarbechtungsmaschinn (vum Benotzer zur Verfügung gestallt)
1. D'Bearbechtungsmaschinn muss mat engem automatesche Spanentfernungsmechanismus (oder fir d'Eisensplitter manuell a reegelméisseg ze botzen) an enger automatescher Dieröffnung an -zoumaachfunktioun (wann eng Maschinnendür op- a zoumaache kann) ausgestatt sinn;
2. Wärend dem Betrib vun de Maschinnen däerfen Eisenspéin net ëm d'Wierkstécker gewéckelt ginn, wat d'Spannen an d'Placement vun de Werkstécker duerch Roboter beaflosse kann;
3. Well d'Méiglechkeet berécksiichtegt gëtt, datt Spanoffäll an d'Form vun der Maschinn falen, füügt d'Partei B d'Loftblosfunktioun an d'Roboterzangen bäi.
4. Partei A soll déi entspriechend Tools oder Produktiounstechnologie auswielen, fir eng raisonnabel Liewensdauer vun den Tools ze garantéieren oder den Tools duerch den Toolwiessel an der Maschinn ze wiesselen, fir ze vermeiden, datt d'Qualitéit vun der Automatiséierungseenheet duerch Toolverschleiss beaflosst gëtt.
5. D'Signalkommunikatioun tëscht der Maschinn an dem Roboter gëtt vun der Partei B ëmgesat, an d'Partei A liwwert déi relevant Signaler vun der Maschinn, sou wéi néideg.
6. De Roboter féiert eng Grobpositionéierung duerch beim Auswiele vun den Deeler, an d'Befestigung vun der Maschinn realiséiert eng präzis Positionéierung no dem Referenzpunkt vum Werkstéck.
Sécherheetszaun
1. Installéiert den Schutzzaun, d'Sécherheetsdier, de Sécherheetsschloss an aner Apparater, a féiert déi néideg Verriegelungsschutz aus.
2. D'Sécherheetsdier muss an der richteger Positioun vum Sécherheetszaun agestallt sinn. All Dieren mussen mat engem Sécherheetsschalter a -knäppchen, dem Reset-Knäppchen an dem Noutstopp-Knäppchen ausgestatt sinn.
3. D'Sécherheetsdier ass mat dem System iwwer e Sécherheetsverriegelung (Schalter) verbonnen. Wann d'Sécherheetsdier anormal opgemaach gëtt, stoppt de System an et gëtt en Alarm.
4. Sécherheetsmoossname garantéieren d'Sécherheet vu Personal an Ausrüstung duerch Hardware a Software.
5. De Sécherheetszaun kann vun der Partei A selwer geliwwert ginn. Et ass recommandéiert, mat engem héichwäertege Raster ze schweessen an d'Uewerfläch mat gielem Warnungslack ze molen.

Sécherheetszaun

Sécherheetsverriegelung
Sécherheetszaun Betribsëmfeld (vun der Partei A zur Verfügung gestallt)
| Stroumversuergung | Stroumversuergung: Dräiphaseg Véierdrot AC380V ± 10%, Spannungsschwankungsberäich ± 10%, Frequenz: 50HZ; D'Stroumversuergung vum Roboter-Steierschrank muss mat engem onofhängege Loftschalter ausgestatt sinn; De Roboter-Steierschrank muss mat engem Äerdungswidderstand vu manner wéi 10Ω geerdet sinn;Den effektiven Ofstand tëscht der Stroumquell an dem elektresche Steierschrank vum Roboter däerf bannent 5 Meter sinn. |
| Loftquell | D'kompriméiert Loft muss aus Waasser, Gas an Ongereimtheeten erausgefiltert ginn, an den Ausgangsdrock nom Passage duerch d'FRL soll 0,5~0,8Mpa sinn; Den effektiven Ofstand tëscht der Loftquell an dem Roboterkierper soll bannent 5 Meter sinn. |
| Fondatioun | Behandelt mam konventionelle Zementbuedem vum Atelier vun der Partei A, an d'Installatiounsbasis vun all Ausrüstung soll mat Expansiounsbolzen um Buedem befestegt ginn; Betonfestigkeit: 210 kg/cm2; Betondicke: Méi wéi 150 mm;Ongläichheet vum Fundament: Manner wéi ±3 mm. |
| Ëmweltbedingungen | Ëmgéigendstemperatur: 0~45 ℃; Relativ Loftfiichtegkeet: 20%~75%RH (keng Kondensatioun ass erlaabt); Vibratiounsbeschleunigung: Manner wéi 0,5G. |
| Verschiddenes | Vermeit brennbar a korrosiv Gaser a Flëssegkeeten, a sprëtzt kee Ueleg, Waasser, Stëbs, asw.; Gitt net un d'Quell vun elektresche Geräischer. |






